
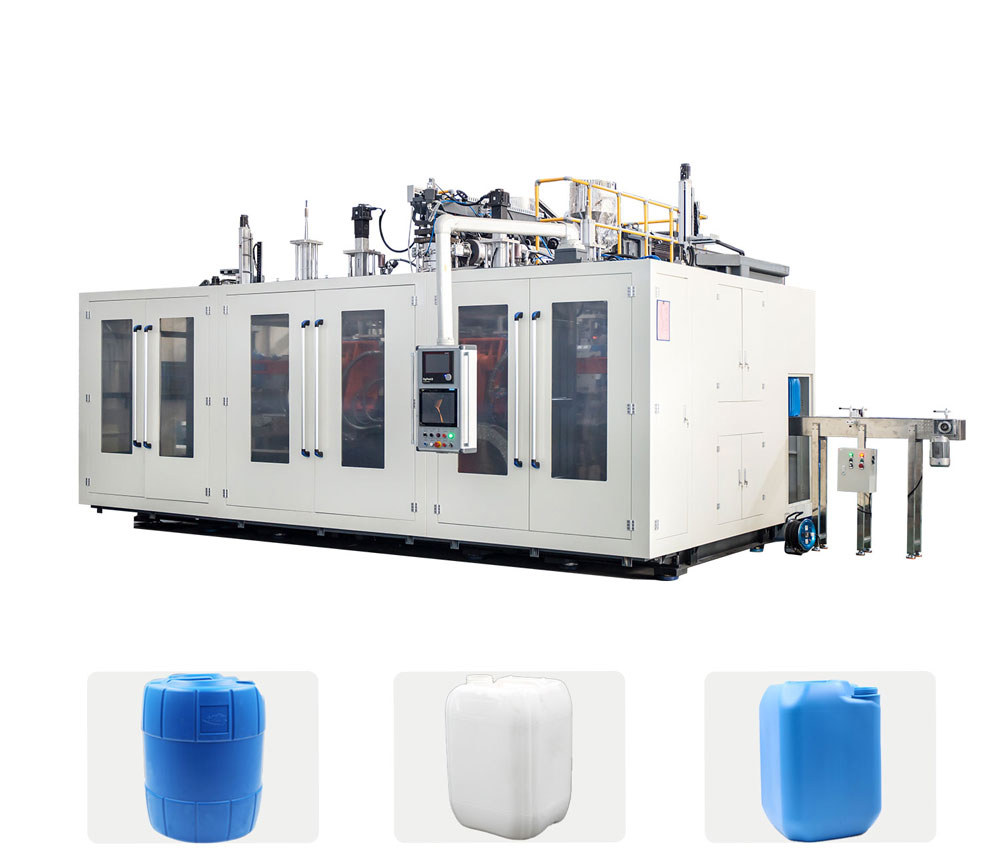
HSⅡ-30L blow molding machine
This HSII-30L model machine belongs to our best series extrusion blow molding machine. With double station and electric-hydraulic control. It is high speed and energy-saving. The blow pin, die-head up & down, platform up & down is controlled by electric. The main movement is controlled by hydraulic servo system. Clamping unit is elbow style and the clamping force is big. Suitable for the production of 20L~30L stacking jerry can, PP 5 gallon water bottles, etc. Continuous type die head, with shorter cycle time.
Technical Parameters
| MODEL | Units | HSII-30L |
|---|---|---|
|
Max. Product volume |
L |
5 |
|
Output of HDPE |
kg/h |
110 |
|
Clamping force |
kn |
110 |
|
Screw diametre |
mm |
80 |
|
Screw heating power |
kw |
19 |
|
Blow pressure |
mpa |
0.6 |
|
Size of machine |
m |
4.5x2.7x3.1 |
播放视频
Product Details


Servo Valve:High Speed, high precision, energy-efficient, advanced servo system
Optional 3D Manipulator:Reduce manual sorting costs and improve production efficiency
Application


FAQ
What can Tongda do for you?
If you’re interested in our machines, we welcome your visit at any time. seeing is believing, TONGDA MACHINERY with own manufacture and developed & research team & after-service team, we can supply you machine with good quality and good after-service.
How to guarantee our funds be safe?
We’re leading manufacturer of extrusion blow molding machine with over 23 years experience, and is the vice chairman of China Plastics Hollow Making Machinery Industry Association.
How to guarantee the delivery time?
For each order, we will create an exclusive order processing task list, which including machine model, order time, expected delivery time, exact configuration, mould testing requirement, important time points such as deadline for engineering to make drawing, deadline for assembling the machine. This list has been signed by the heads of each department for confirmation.
And our Program Management Center and sales will always follow and update the status for each stage.
What should I do if the product is severely deformed?
1) Correct the abnormal shape of the die properly;
2) The product is not cooled enough, and the cooling water temperature needs to be lowered, or the cycle should be appropriately extended;